广东奥普特科技股份有限公司
创新应用组|三等奖
研究现状:
目前动力电池的成型过程有两种方式,一种是正负极片分段裁切后进行交叉叠片的形式实现,执行机构为叠片机。另一种是正负极片连续卷绕的形式实现,执行机构为激光卷绕一体机。激光卷绕一体机卷绕电芯具有省去多工位搬运、多工位集成及高产优势,已逐渐成为动力电池生产的另一主流方式。以下为激光卷绕一体机视觉检测方式之极耳翻折和极耳错位量闭环检测。
激光卷绕一体机实现方式--通过激光将正负极极片单侧的箔材留白切割成。
间距等差的极耳,通过卷针进行卷绕定长后形成初步电芯。
极耳翻折处理:由于箔材厚度在 6-10um,在卷绕过程中极耳通过过辊极易造成形变,通过在过辊增加抚平装置的方式解决了 95%以上的翻折问题,还是会有 5%左右的翻折被卷入电芯。此时在卷针位安装极耳翻折视觉检测系统对极耳翻折现象进行排废返修后流入下一工位。
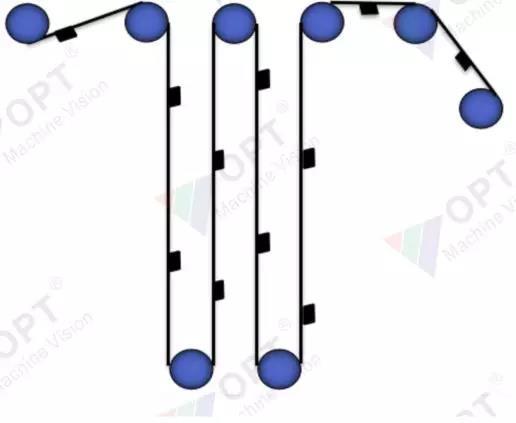
过辊示意图
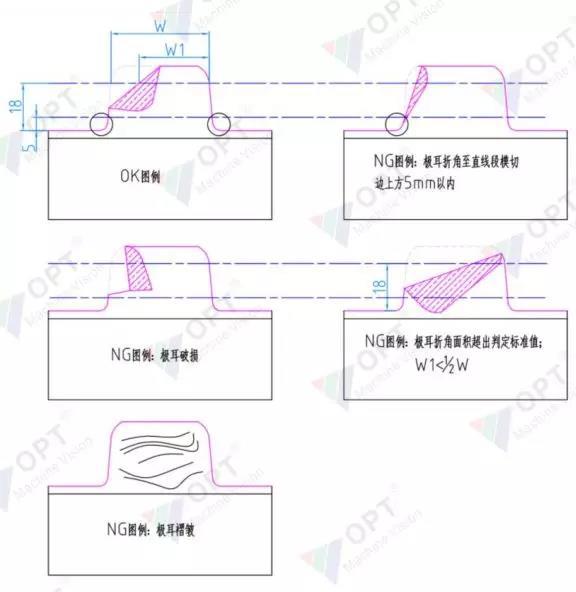
极耳翻折标准图
极耳错位处理:正负极耳调试对齐后会有两大因素导致极耳再次错位,涂布料区的厚度变化及激光切稳定性对极耳错位的影响是最大的。此时在卷针位安装极耳错位检测系统进行极耳错位量检测,反馈错位量对极耳间距,实时调整进行闭环。

激光切割极片示意图
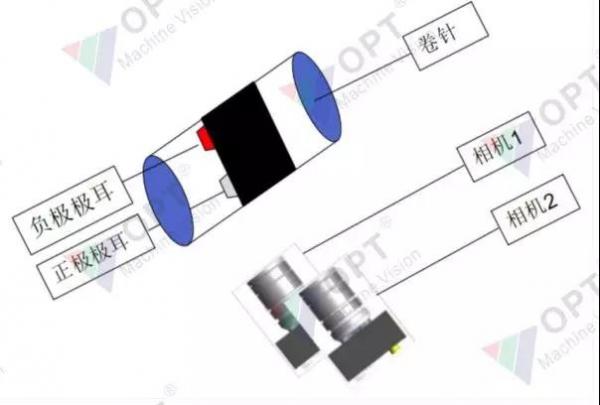
传统视觉检测方式:双面阵相机检测,通过获取卷针角度触发相机拍照,相机 1 监控负极耳翻折,相机 2 监控正极耳翻折,卷针转一圈正负极耳各拍照一次。由于卷针弧形效果及空间限制,选型的光源无法取到理想效果。如下图效果上半部分均匀,下半部分不反光或是图像灰度过爆。导致图像干扰过大,误判率超过 50%。

面阵相机成像原理
此方式检测弊端:
1.只适应于棱形卷针,弧面较小情况检测。
2.卷针弧面取图尺寸会有形变,无法正确检测极耳错位量进行实时闭环。
3.对正负极耳的大小有局限性。极耳越大形变越大,尺寸越失真。
4.适应于机台线性速度小于 1.5m/s 的机台。

负极耳效果图 正极耳效果图
视觉安装示意图
创新理念:
将传统的面阵相机检测更换为线扫相机检测,相机行频 80khz 适用于机台线性速度 200m/min.
1.视觉系统检测适应机台线性速度由原来的 1.5m/s 提升到 3m/s;
2.极耳翻折检测及极耳对齐度闭环同工位同时实现;
3.图像效果均匀,极耳翻折检出率提升至 95%;
4.具备大、小卷针切换兼容性;
5.扫描行数无局限性可根据极耳大小进行随机调整采集范围。
以上测量准确,适应性强,兼容性好,更好的适应于此行业的应用。
创新描述:
1.当前客户产能的需求,对机台运行速度要求越来越高,普通面阵相机具有精度低或帧率不够或视野不满足等各种局限性已不具备适应此工位的检测功能。线扫相机采集行频高达 80khz,适应于机台运行速度 200m/min,满足当前客户对速度的追求。
2.根据线扫的扫描长度无局限性特点,相机可以变更运动方向扫描行数一次拍摄正负极两个极耳。
3.针对弧面更大的圆形卷针具有成熟的光源选型方案,光源配合线扫相机选择线性光源,只要将一条线上的效果做均匀整体效果就能均匀,使图像更好处理。
4.线扫扫描精度可根据视野不同最高做到 0.015mm/行,适应于弧面更大的圆形卷针检测,将弧面扫描成平面成像,检测尺寸无形变接近真值,实现极耳错位量精确检测并进行极耳间距调整实时闭环。
设计原理
1.相机选型:可根据测量精度选择 2K、4K、8K、16K 相机

线扫相机实物图
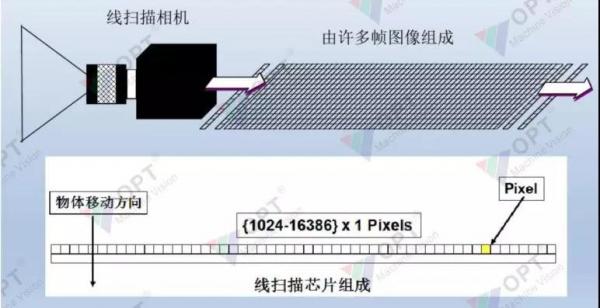
线阵相机成像工作原理
2.光源选型:
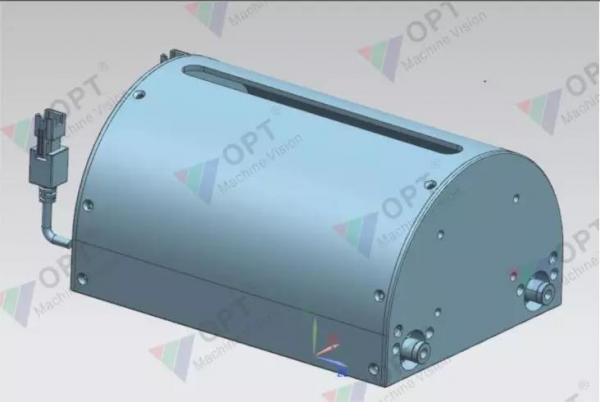
拱形光源实物图

半球形的内壁,均匀的散射材料使光线从顶部 360 度发散出来,从而获得更均匀的图像。
3.相机行帧触发采集图像,行信号实时获取卷针脉冲信号适应于卷针快慢速切换,帧信号获取卷针角度信号定点拍照获取我们需要的图像。相机单根触发线对应多个卷针脉冲信号,需要将每个卷针的脉冲信号进行切换输出,不干扰相机触发拍照。
4.当前客户对产能的要求越来越高,我们需要适应的机台运行速度也越来越高,后面面临的更高速度上的突破。
5.极耳翻折检测良率的提升不止是软件检测能绝对保证的,需要保证来料的优良、机台运行的稳定性,因为绝大部分的误判来自于褶皱和折角形成的特征太过相似导致,保证了这两点才会有提升良率的可能。
使用时间:
包括几个重要的时间节点:如产品设计完成时间、应用时间等。
图片展示:
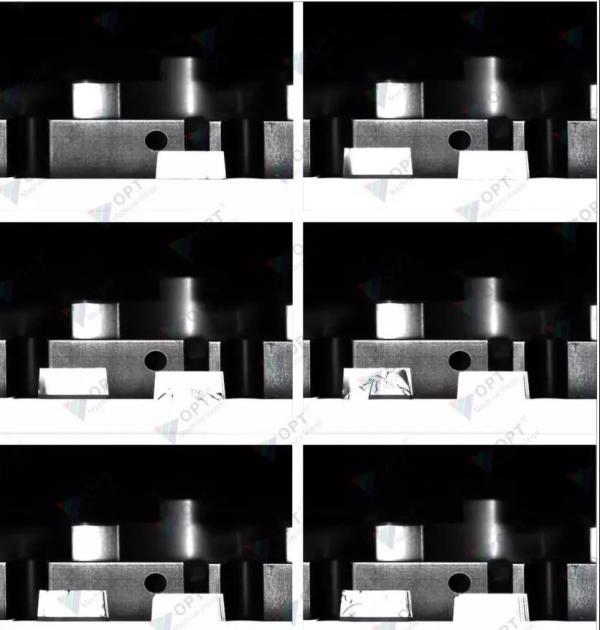
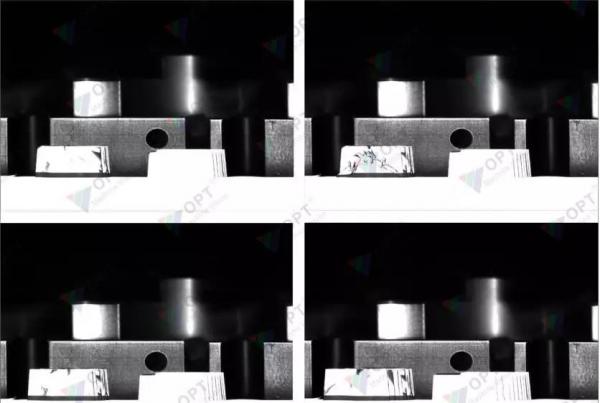
1 通过以下一组图片可以清晰看到极耳的定向偏移,可进行极耳错位量准确计算。
2.每一层极耳形态都体现出来,可以完整检测所以极耳翻折。