




这是夹具侠(jiajoin)发布的第 1283 篇技术文章
便捷且高效是工装夹具的重要设计目标,如果能够以简单的结构特征实现工装的液压自动夹紧,将定位和夹紧融为一体,实现快捷的装卸工件等功能,将最大限度的降低装卸工件的时间,提高生产效率。
Part.1 薄壁壳体液压自动夹紧工装
薄壁壳体传统的加工工艺一般为制作复杂专用工装夹具,放于车床进行分序多序加工,分别对工件两端进行粗加工,然后以一端粗加工过的内腔为基准,进行定位,精加工另一端。其中还会设计布置夹紧压板,进行手动装夹以防止工件变形。
壳体工件工艺分析
此壳体工件的主要加工难点在于薄壁局部壁厚为10mm,工件内腔为异形腔体,材料QT500铸件。在装夹过程中极易导致变形。
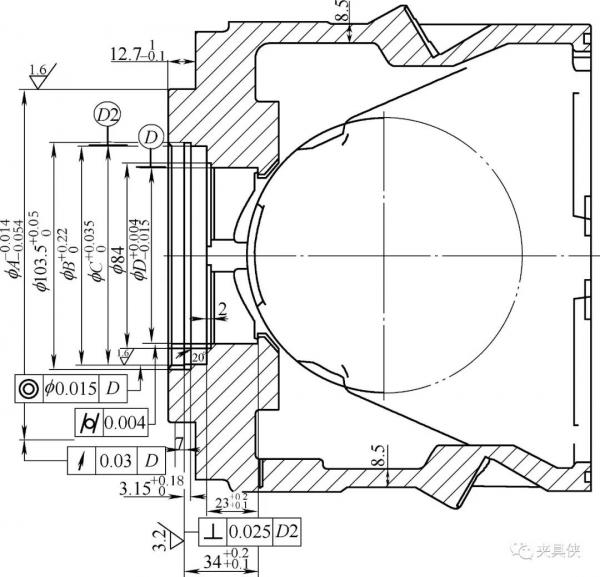
图 1
如何避免以上所述问题,既能控制工件在装夹时的变形量,将粗精车安排在同一工序,又能快速的实现定位和夹紧,严格保证图样尺寸和加工的稳定性,成为该设计方案构思的出发点。
液压多点夹紧工装
该工装通过内部多点液压撑紧,调整液压压力撑紧力,控制变形量,进行车序加工,能够保证产品加工图样要求,且此可应用于所有普通数控机床,具有很强的适用性。
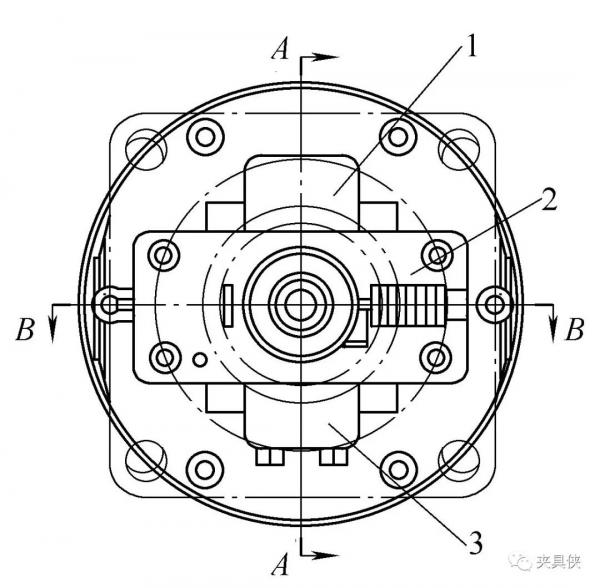
图 2
1.侧板1 2.缸体 3.侧板2
装夹原理与使用分析
夹具安装前,将整个缸体充满液压油,调整支撑钉通过联接螺母与机床主轴推拉杆大螺母相连接。
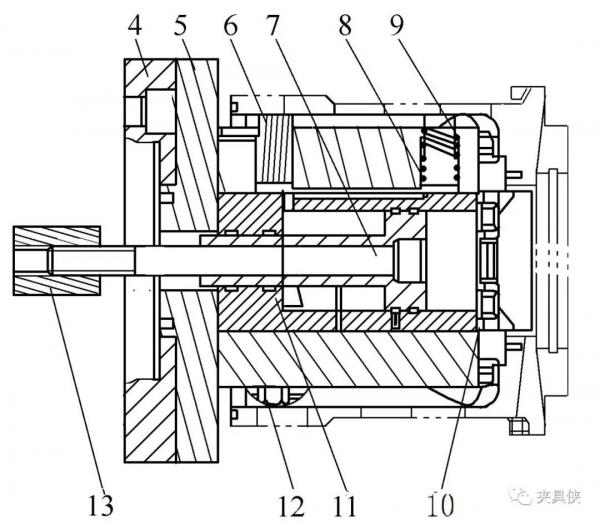
图3
4.连接盘 5.底座 6.缸体顶杆
7.拉杆 8.螺塞 9.复位弹簧
10、12.调整支撑钉 11.密封圈 13.联接螺母
工件装夹时,使壳体内腔端面顶靠在调整支撑钉上,当推拉杆向内拉动时,通过拉杆拉动活塞杆向下拉紧,压缩液压油。油道将缸体顶杆顶出,撑紧工件,通过缸体顶杆和调整支撑钉进行定位和夹紧。
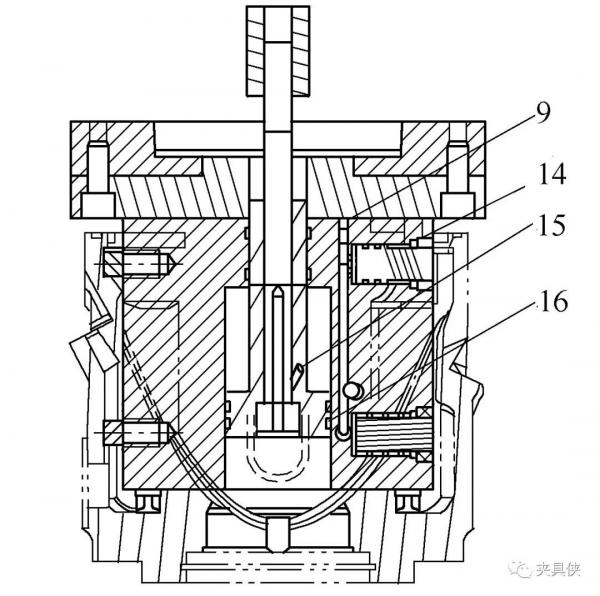
图4
9.复位弹簧 16.密封圈 13.联接螺母
14.缸体螺塞 15.活塞杆
装卸工件时,当主轴推拉杆向外推动时,联接螺母推动拉杆向上移动,在液压油、复位弹簧作用下活塞杆向上移动,对工件进行装卸。
Part.2 薄壁套筒液压自定心夹具
气缸套是汽车发动机的核心零件,位于缸体缸筒内,与活塞和缸盖共同组成燃烧室,其几何尺寸、几何公差等精度都有很高的要求。
1.工件工艺分析
在气缸套机加工过程中,将缸套内孔作为最终加工,缸套内孔加工采用专用设备珩磨机,珩磨夹具对气缸套内孔加工精度影响较大,它取决于夹具的夹紧力是否能引起缸套发生变形,夹具所选择的定位面精度是否高。以气缸套结构为例示,缸套内孔的网纹参数、几何尺寸、圆度和直线度等几何公差精度用传统珩磨工装夹具难以保证。特别是厚和薄交接的地方,常常出现以上问题。
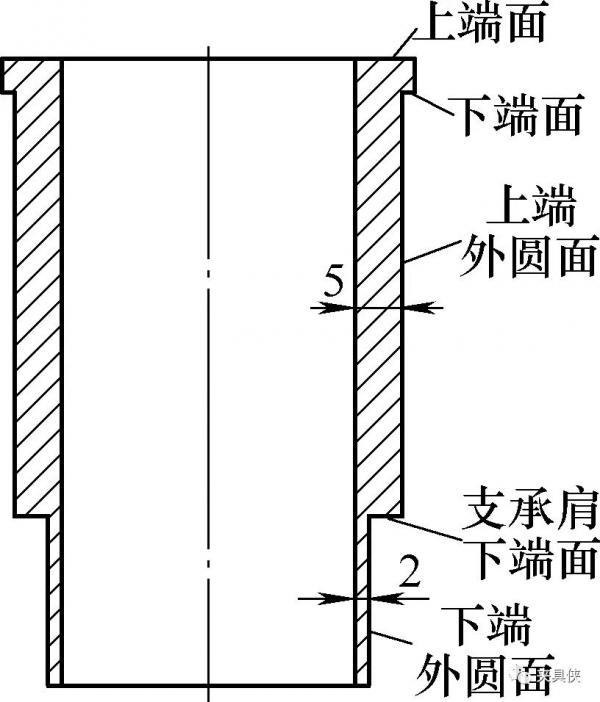
图5 气缸套工件
2.随行套夹具的缺点
珩磨内孔工序是在专用珩磨机上进行的,研制前为手动简易夹紧,用螺母手动夹紧+随行套夹具,如图6所示。
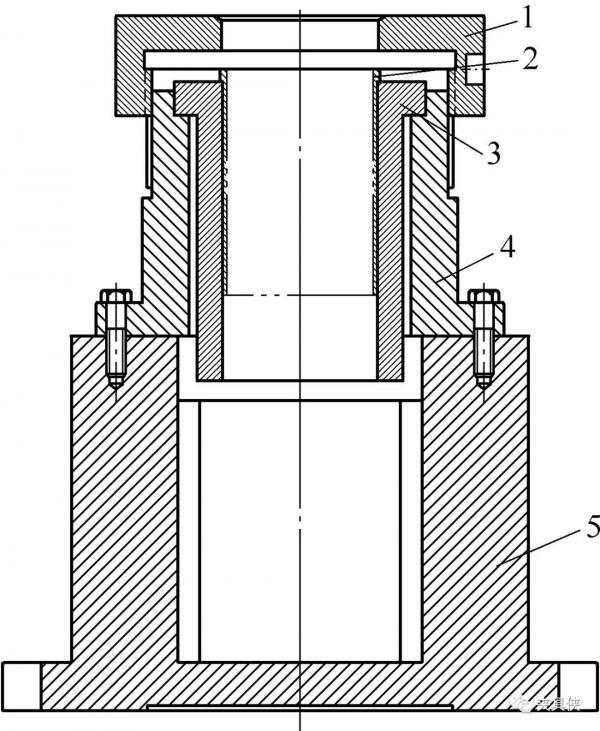
图6 螺母手动夹紧+随行套夹具
1.锁紧螺母 2.缸套 3.随性套 4.联接盘 5.定位座
工作原理:将缸套放入随行套,以工件的台阶下端面及缸套上端外圆面定位,螺母台阶面压紧缸套上端面,螺母用敲棍手动锁紧和松开。
用螺母手动夹紧+随行套夹具缺点:
①用手工夹紧劳动强度大,生产效率低
②夹紧松开慢,夹紧力不稳定。
③用缸套上端外圆面定位,变形比较大。
④缸套厚薄交接的地方加工尺寸、网纹参数、圆度、直线度与外圆同轴度不稳定。
3.应用液压涨套的工艺改进
为解决上述问题,使用了液压橡胶套+护套自定心夹具,如图3所示。

图7 液压橡胶套+随行套自定心夹具
1.进油口 2.缸套 3.上压盖
4.橡胶套 5.橡胶内套 6.联接盘
7.隔垫 8.护套 9.定位座
工作原理:将缸套放入橡胶套内,下端外圆面进入护套,以缸套支承肩下端面定位在护套上端面;通过液压油进入橡胶内套,撑开橡胶套,自动定心夹紧缸套上端外圆面。
结构要点:
①缸套上端外圆与橡胶套配合间隙不得大于0.5mm,下端外圆面与护套配合间隙0.03~0.05mm。
②护套必须在本机自磨,保证自定心精度。
③为保证不打滑,设计橡胶套时应保证橡胶套和气缸套之间的静摩擦力大于作用于气缸套内径的切削力。
④橡胶套材料应采用耐油橡胶,有一定的弹性和抗拉强度。该装置主要是靠橡胶套来夹紧和松开工件,具有简单方便、干净、传递速度快、夹紧力柔和可靠及变形小等特点。

对于薄壁壳体、套筒类零件,改进工艺使用液压夹具后,自动夹紧、自定心等功能都很好的解决了加工精度问题,在同类问题中也有很好的适用性。

- End -
出品 | 夹具侠



