




这是夹具侠(jiajoin)发布的第 1285 篇技术文章
在当前,很多需要超长精密钻孔和进行车削的工件加工变得愈发困难。更严密公差、高重复性的需求不但提高,而且很多新的高性能工件材料更难以加工,并且增大了加工系统内的应力。
为了节省时间和成本,企业们都在将多个零件整合到单个整体工件中,但此类工件需要在多任务机床上加工深孔和车削复杂部件。要克服这些挑战,我们必须研究其加工系统中的所有要素,并采用可靠的加工技术和刀具,关键要素包括机床稳定性、刀具夹持、工件夹紧和刀具槽型。
Part.1 涡轮加工案例
涡轮通常由低合金钢或不锈钢制成,在燃气轮机的离心压缩机中起着关键作用。涡轮通常被设计成由:一个带进水口的短圆柱体,用于径向推动流体的叶片以及一个用于连接驱动轴的花键孔或螺纹孔。这类零件往往包含许多薄壁要加工,需要使用悬深极长的刀具,因此对其加工效率而言非常富有挑战性。

涡轮加工面临的难题
1.长悬伸刀具的稳定加工
2.极长悬伸半精加工
3.中等刀具悬伸内腔粗加工
3.半精加工和精加工开式涡轮的薄壁叶片
4.极长悬伸粗加工
涡轮加工的参数细节
涡轮:模块化插铣系统
材料:17.4-PH 不锈钢
冷却方式:乳化冷却 - 内冷
加工:粗加工插铣策略
标准:后刀面磨损 vb = 0.2 mm (0.008")
夹具:专用
刀柄:模块化刀柄
刀具:插铣刀具、旋风铣刀

长悬伸情况下的工具系统
刀具夹持系统:采用模块化设计可以使其易用于各种刀具悬垂应用。其减振功能确保了切削难以接近的部位时拥有高性能,优点是加工远距离部位时具有高精度和高稳定性。
加工方式:插铣
除了使用标准插铣刀,独特几何形状的非标刀具也能够进一步降低切削力。CAM 编程可以通过将这种刀具处理使得球头立铣刀进一步优化性能。其优点是能在长悬伸应用中高效地进行半精加工。

上图右侧这种刃口和螺旋设计可以实现轻快的切削作用,是半精加工和精加工涡轮薄壁叶片的一种理想方式。另外,刀头独特的夹持系统确保了刀具具有高精度和高性能,同时最大限度减少了加工成本和换刀时间。内冷通道提升了生产率,并有利于排屑。
Part.2 什么是插铣?
可以注意到的是,在上述的案例中,使用了一种不常用的铣削方式——插铣。

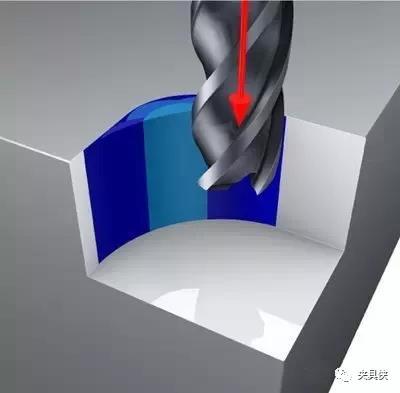
插铣,简单讲,就是铣刀旋转,采用轴向进给方式,进行铣削。这样铣削方式的最大优势体现在,主要切削抗力,沿着轴向指向主轴。这非常适合较大悬深的铣削应用。
插铣与普通铣削加工的特点
普通铣削,主要切削抗力的方向是径向的,这会引起让刀现象,不利于切削,对于机床主轴轴承也是各考验,容易引起振动。刀具悬深越大,越严重。而插铣的方式,可以减少径向抗力,在大悬深加工中,有效的减轻振动的风险。

这也是很多深型腔类加工时,推荐采用插铣的原因。部分普通铣刀可以进行插铣加工,也有一些专用的插铣刀。
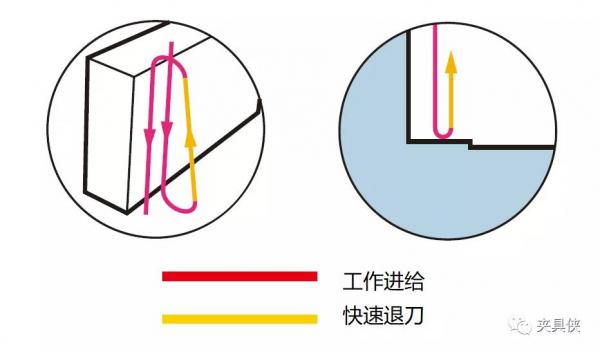
一般来说,专用插铣刀,因为副切削刃与已加工平面存在夹角(如下图>90°所示切削刃),可以更好地减少径向切削力。
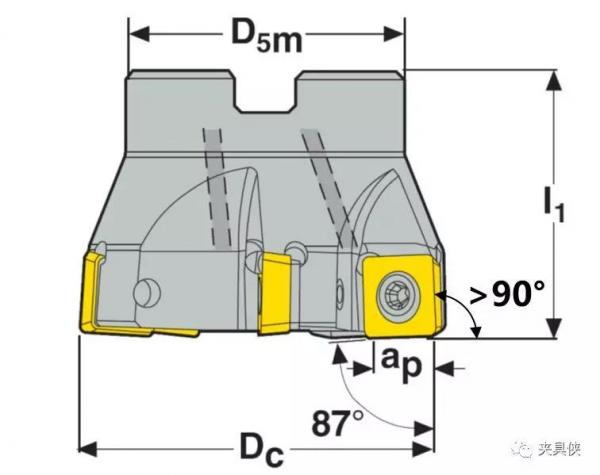
但是,有些插铣刀主切削刃的主偏角小于90°(如上图87°),在进行插铣路径选择时,应用注意底部的干涉避让,也不可以像钻头一样原路径退刀,必须径向退让后退刀。
插铣的工作原理
插铣涡轮叶片时,可从工件顶部向下一直铣削到工件根部,通过X-Y平面的简单平移,即可加工出极其复杂的表面几何形状。实施插铣加工时,铣刀切削刃由各刀片廓形搭接而成,插铣深度可达250mm而不会发生振颤或扭曲变形,刀具相对于工件的切削运动方向既可向下也可向上,但一般以向下切削更为常见。

插铣斜面时,插铣刀沿Z轴和X轴方向作复合运动。在某些加工场合,也可使用球形铣刀、面铣刀或其它铣刀进行铣槽、铣型面、铣斜面、铣凹腔等各种加工。
插铣的应用分析
专用插铣刀主要用于粗加工或半精加工,它可切入工件凹部或沿着工件边缘切削,也可铣削复杂的几何形状,包括进行挖根加工。为保证切削温度恒定,所有的带柄插铣刀都采用内冷却方式。插铣刀的刀体和刀片设计使其可以最佳角度切入工件,通常插铣刀的切削刃角度为87°或90°,进给率范围为0.08~0.25mm/齿。
每把插铣刀上装夹的刀片数量取决于铣刀直径,例如,一把直径φ20mm的铣刀安装2个刀片,而一把直径f125mm的铣刀可安装8个刀片。为确定某种工件的加工是否适合采用插铣方式,主要应考虑加工任务的要求以及所使用加工机床的特点。如果加工任务要求很高的金属切除率,则采用插铣法可大幅度缩短加工时间。
另一种适合采用插铣法的场合是当加工任务要求刀具轴向长度较大时(如铣削大凹腔或深槽),由于采用插铣法可有效减小径向切削力,因此与侧铣法相比具有更高的加工稳定性。此外,当工件上需要切削的部位采用常规铣削方法难以到达时,也可考虑采用插铣法,由于插铣刀可以向上切除金属,因此可铣削出复杂的几何形状。
视频请搜索夹具侠,进入网站社区版块查看原文
从机床适用性的角度考虑,如果所用加工机床的功率有限,则可考虑采用插铣法,这是因为插铣加工所需功率小于螺旋铣削,从而有可能利用老式机床或功率不足的机床获得较高的加工效率。例如,在一台40级机床上可实现插铣深槽的加工,而此类机床不适合采用长刃螺旋铣刀进行加工,这是因为螺旋铣削产生的径向切削力较大,易使螺旋铣刀发生振颤。由于插铣加工时径向切削力较低,因此非常适合应用于主轴轴承已磨损的老式机床。插铣法主要用于粗加工或半精加工,因机床轴系磨损引起的少量轴向偏差不会对加工质量产生较大影响。作为一种新型数控加工方法,插铣法对CNC加工软件提出了新的要求。

从长悬伸零件的加工案例以及插铣加工的详细分析来看,无论对于大金属量切削加工(在模具加工中较为常见),还是对具有复杂几何形状的航空零件的加工,插铣法都将是优先考虑的加工手段。与常规加工方法相比,插铣法加工效率高,加工时间短,且可应用于各种加工环境,既适用于单件小批量的一次性原型零件加工,也适合大批量零件制造,因此是一种很有发展前途的加工技术。

- End -
出品 | 夹具侠


