




这是夹具侠(jiajoin)发布的第 1284 篇技术文章
技术进步带来的一大优势就是加工集成化,现在我们甚至可以看到在复合机床上能一次装夹完成车削、铣削、滚齿加工全部流程,另外一些加工技巧的发现也催生了不少新颖的工具,比如特殊刀柄配合钻头,能直接钻方孔出来……具体细节可通过如下视频了解:
Part.1 车削、铣削、滚齿加工一次装夹
加工如下图所示的齿轮,主要工序包括车削、铣削、滚齿。如果按照传统的加工工艺,需要多次装夹,在不同的机床上完成不同的工序。而如今在卧式加工中心上,一次装夹即可完成所有加工工序。

视频请搜索夹具侠,进入网站社区版块查看原文
▲一次装夹的复合加工
部分加工流程分析
首先进行的是车削加工:

直接利用主轴的角度进行切换,不必更换设备而进行下一工序的加工:
在同一台机床上进行滚齿加工,以往滚齿程序往往需要专门的齿轮加工设备来进行,而现在已经可以与其他工序融为一体。

Part.2 钻头加工方孔的技巧
之前见过国外的钻头可以加工出方孔,一直不明白是什么原理。不过现在知道了,原来是固定宽度的曲线能够钻出方孔,所以莱洛(reuleaux triangle)三角形形状的钻头可钻出四角为圆弧的正方形的孔。
什么是莱洛三角形
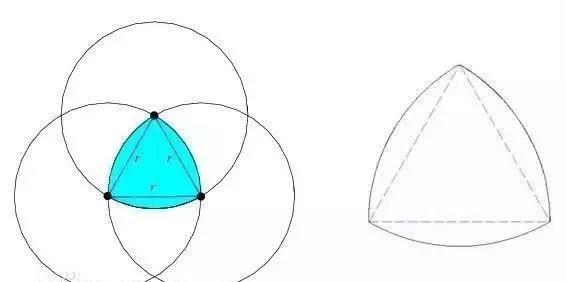
勒洛三角形(reuleaux triangle)是一个宽度相同的凸形平面形状,不管曲线的方向如何。最简单易懂的勒洛多边形,一个定宽曲线。其作法为先画正三角形,然后分别以三个顶点为圆心,边长长为半径画弧所得到的三角形。
视频请搜索夹具侠,进入网站社区版块查看原文
▲勒洛三角形的原理
下图是此类三角形旋转的一个例子,因为这个特点,该类三角形可用于做运输的轮子,搬东西稳定(但由于制作技术要求高,边角不耐磨等原因不常用)。
另外生活中车轮都是圆形的而没有这种三角形的,还有一个原因是:圆形几何中心的稳定性,圆的中轴(过圆心的轴)在圆转动的时候是保持高度不变的,始终是地面往上半径的高度。但是上面的莱洛三角形,它的几何中心是不稳定的,随着图形的转动上下跳动,这样是不适合做车轮的。

以钻头的方式加工方孔的刀柄
以基于钻头的切削方式加工四方孔的刀柄“ICC刀柄”。刀柄可安装在铣床及加工中心等普通机床上。
视频请搜索夹具侠,进入网站社区版块查看原文
▲钻头加工方孔
使用ICC刀柄加工的四方孔,ICC刀柄上安装断面为三角形的工具后进行切削。三角形的各顶点为刀具,其中1个顶点的刀具总是沿着四方孔的周边部分旋转。其他2个顶点虽不经过四方孔的边角部分,但会经过角以外的各个边。
这里使用的专用刀具备有3枚刀片,也就是说,三角形工具在旋转的同时,其旋转轴总是在不停地变化。这种动作就是依靠ICC刀柄实现的。在把机床主轴的动作传递为刀具的旋转运动的同时,实现了与凸轮机构的旋转联动的旋转轴变化。
利用此刀柄进行加工的优势是,不同于放电加工等,可与其他部分的切削加工一样在机床上进行。作为实现四方孔等方孔的方法,还可采用插削加工及拉削加工等,但这两种方式均需要预留孔,拉削加工时还仅限于镀通孔。利用此刀柄进行的加工基本上是钻头加工,因此即使没有预留孔也可加工,也不仅限于镀通孔。

以上一次装夹加工的方法,以及以钻头形式加工方孔的技巧你都看懂了吗,欢迎在留言区留言,和大家讨论下,这两种加工方式的优缺点、或者对这种应用形式的看法。

- End -
出品 | 夹具侠


