




这是夹具侠(jiajoin)发布的第 1327 篇技术文章
在汽车制造业中,移动式点焊机是汽车车身焊装自动化生产线上完成汽车车身组焊任务的主要设备,焊接执行机构为点焊钳,合理选择点焊钳型号可以实现焊接设备和作业人员数量合理、作业方便、减低劳动强度等效果。汽车车身的点焊机主要有三类:普通点焊机、多点焊机和点焊机器人。
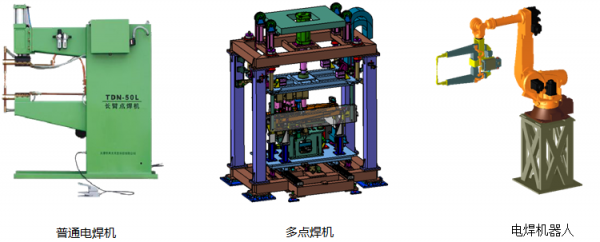
图1 电焊机类型
普通点焊机又分为移动式点焊机和固定式点焊机。移动式点焊机是汽车车身焊装自动化生产线上完成汽车车身组焊任务的主要设备,适用于焊接结构尺寸大、形状复杂、不便于移动的焊件和大型薄壁结构工件,焊接执行机构为点焊钳。
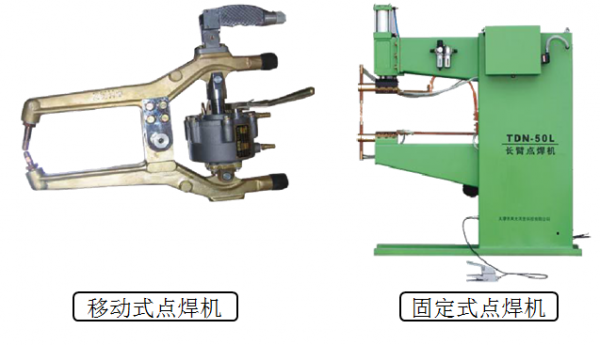
图2 普通电焊机
PART 01 焊钳选型
首先根据工艺图表中的焊接部位、焊点数量,生产节拍设计确定点焊钳的数量,生产节拍高时,点焊钳数量设定得多,否则尽可能降低点焊钳数量,合理划分每把点焊钳作业的内容,然后依据产品结构、夹具结构、作业方位等确定合理的点焊钳型式。

图3 焊钳类型
X型点焊钳用于点焊水平及接近水平位置的焊点,电极的运动轨迹为圆弧线。

图4 各种X型焊钳
C型点焊钳用于点焊垂直及接近垂直的焊点,电极作直线运动。

图5 各种C型焊钳
一般情况下,焊点距离制件边缘超过300mm的情形选择X型焊钳,焊点距离制件边缘小于300mm的情形可以选择X、C型焊钳。

图6 其他焊钳
点焊钳的行程分工作行程和辅助行程两部分。工作行程指点焊钳正常通气状态下两电极的张开距离,工作行程越小,焊接时工作效率越高,因此在可能的情况下尽量选择较小工作行程;辅助行程指通过拨动限位手把或按下气阀按钮后点焊钳两电极张开的距离。为避免点焊钳进入焊接部位时与制件、焊接夹具等干涉,采用点焊钳辅助行程使焊点钳进入焊接部位,即点焊钳进入焊接部位时打开辅助行程,两电极的间距加大,进入焊接部位后关闭辅助行程,点焊钳实施焊接。

图7
如图7所示的焊接部位,点焊钳进入焊接部位时要求两电极的距离要满足大于工件的翻边,如不采用辅助行程,生产效率低,焊接冲力大,焊接位置、质量不易保证。为提高生产效率,在产品结构、夹具结构等许可、工作行程不大于50mm的情况下,尽量不使用辅助行程,选择大工作行程的点焊钳,此时辅助行程与工作行程的尺寸一致。
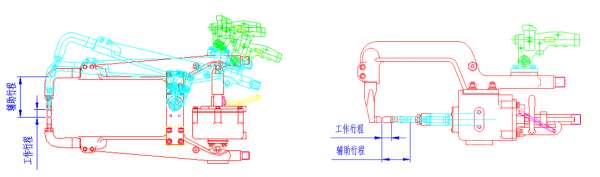
图8
PART 02 焊钳臂规格尺寸
在确定点焊钳臂喉深、喉宽时,同时要根据产品结构、夹具结构考虑:
1. 电极的形状、长度、角度等,对于使用频率高的情况,电极上尽量使用可更换的电极帽,减少使用成本;
2. 为避免焊钳臂与制件、焊接夹具等的干涉,点焊钳臂是否需要异型等。

图9
PART 03 奇瑞汽车焊钳案例
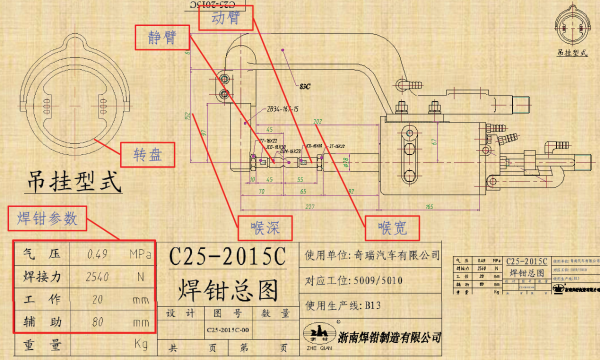
图10
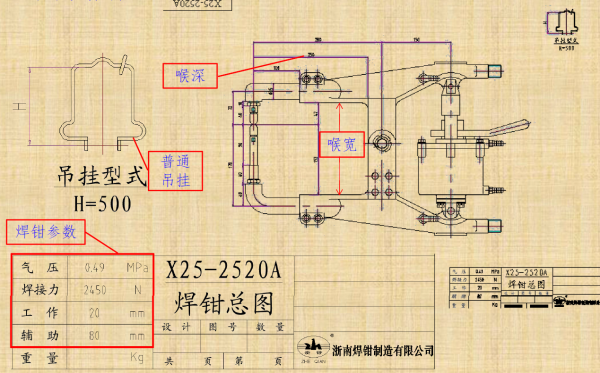
图11
在工装开发过程中,焊钳的合理选用至关重要。如果焊钳型号选择不合理,则无法满足焊接工艺要求,增加投资费用,延长生产准备周期。

- End -
出品 | 夹具侠


