




某些设备调试过程通常需要频繁地装卸PCB上的器件,靠螺帽和螺母的传统紧固方式操作较为麻烦。若安装挤压螺母固定在PCB上,将使器件装卸变得简单牢靠。本文将介绍一种仅通过PCB制造工艺就能完成挤压螺母安装的方案,可实现螺母批量安装,其安装精度、拉脱力、可靠性均能满足常规使用需求。
挤压螺母是一种外形呈圆形的紧固螺母,一端带有压花齿及导向槽,内部有螺纹。在一些产品调试过程中,需要经常在同一块PCB更换芯片或器件,挤压螺母可以安装到PCB上提供稳固的螺母底座,以配合螺杆紧固器件。

图1 挤压螺母
然而挤压螺母通常需要依靠专门设备逐个进行安装,且安装的对象通常为原板材,若对已加工过的成品PCB直接安装则容易伤及板面。显然额外引进专用设备会耗费一些成本,逐个安装的方式显得并不效率,对PCB的保护也不够友好,故下文将提出一些有效的方案以改善当前挤压螺母PCB生产的状况。
挤压螺母PCB的制作要点
一、关于挤压螺母的安装
挤压螺母的安装主要是把螺母带有花齿的一端嵌入板材内,如下图1所示是通过专门的设备实现挤压螺母在板材的安装[1]。常规方案是先把挤压螺母倒放铁砧上固定住,并且将板材预开孔部位与螺母平齐对准,然后冲床完成螺母对板材的挤压,此时即通过压力使挤压螺母的花齿挤入板内,使孔的周边产生塑性变形,变形物被挤入导向槽,从而产生锁紧的效果。当螺母的花齿完全嵌入板材,即完成螺母在板材上的安装。
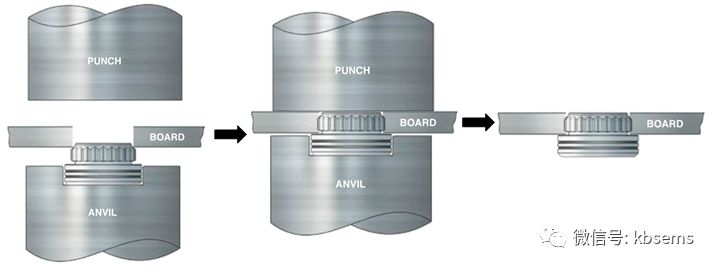
图2 挤压螺母常规安装流程
二、 挤压螺母PCB的要求
挤压螺母在PCB上的安装,通常需要满足位置精度、平整度、拉脱力这三个基本的要求。
(1) 位置精度,即螺母安装在PCB指定位置的偏移程度,螺母安装的偏移量不允许太大,否则将影响紧固器件的安装对准度。
(2) 平整度,指的是螺母安装后其顶端的面与PCB表面的平行程度,平整度太差会导致紧固器件倾斜,影响器件与PCB的接触。
(3) 拉脱力,螺母与PCB结合,需要满足一定的拉脱力,例如产品工作时出现位置变化和晃动,足够大的拉脱力能使器件紧密与PCB结合,避免器件松动导致产品工作失效。
三、 挤压螺母安装与现有PCB工艺的匹配
从现有PCB工艺制作情况来看,在PCB上安装挤压螺母可大致分为两种方案,一种是专用螺母安装设备加工,在拼版PCB分片后进行螺母安装,另一种是先安装挤压螺母再对拼版PCB分片,不依赖专用螺母安装设备,采用治具与工序配合来完成螺母的安装。
若对拼版PCB分片后再安装挤压螺母,这个方案似乎是比较简单明了的,只需拿着成品的PCB安装好挤压螺母就能很快出货,然而产品量较大时冲压螺母的工作会较为频繁和耗时。
而另一种方案,先安装螺母再对PCB分板,若能制作相应的治具,整板一次加工就能全部安装螺母,将节省大量的螺母安装时间。此时PCB上的螺母凸起会影响分板,但通过治具补齐螺母高度的方式也能够实现铣外形加工,只是已经不适宜叠板加工外形,这意味着外形工序的总加工耗时提升了,如下表1所示。
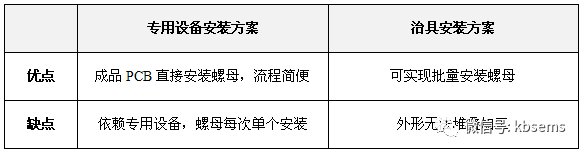
表1 专用设备加工和治具加工方案对比
可见两种方案互有优劣,但考虑到治具安装方案无需引进额外的设备,只需要常规制板设备即能完成挤压螺母PCB的制作,本文将着重介绍治具安装方案,解析现有PCB设备和工艺下的挤压螺母安装方法。
挤压螺母的治具安装方案
一、用于挤压螺母安装的治具设计
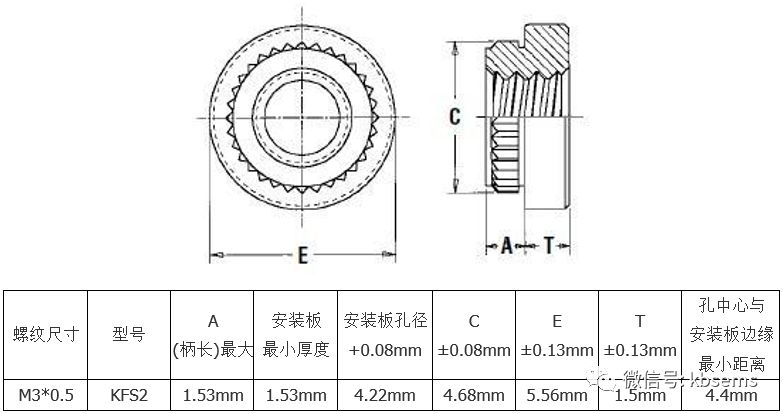
图3 挤压螺母设计图和参数
如上图3所示为一款挤压螺母的设计图和参数,参考挤压螺母的安装原理,治具应充当底座提供螺母安装前的预固定,同时要配合PCB进行对位。此时以图3的挤压螺母参数为例,准备一块总厚度与螺母结构T尺寸一致的环氧树脂板1,加工出直径为E+0.1mm的通孔,再准备另一块较厚的环氧树脂板2作为底板与板1合在一起就大致形成了治具样式,可使倒放的螺母预固定如下图4所示。

图4 含台阶槽的治具结构示意图
治具这样设计目的有两个,一方面采用环氧树脂板能提供足够的硬度供后续螺母的压合安装,另一方面双层结构使得螺母摆放高度平齐一致,确保螺母后续安装可获得较高的平整度。
二、治具辅助安装挤压螺母的方式
1、PCB与挤压螺母的预固定
首先PCB上要加工出螺母的安装孔,参考图3中的安装板孔径参数。孔径不宜过大过小,孔径太大会降低螺母的拉脱力,孔径太小则会对孔口造成较大损伤。
完成PCB上的螺母安装孔加工后,按如下图5所示的方式将螺母和PCB预固定好,安装孔与螺母对应,使用长铆钉(长度小于PCB和治具的总厚度)插在PCB与治具的定位孔将其预固定。
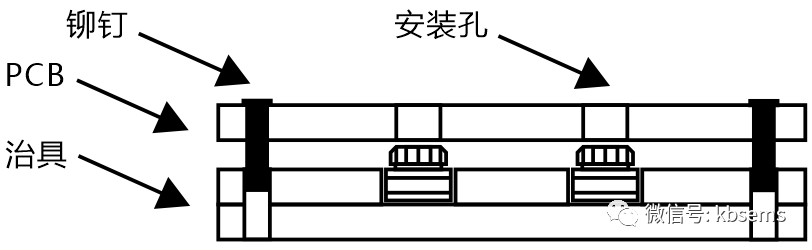
图5 PCB与螺母预固定在治具上
这样的预固定方式,一方面PCB与治具上的挤压螺母能准确对位,另一方面长铆钉能使PCB与螺母结合过程持续对位,降低安装过程因受力偏差可能导致的移位风险。
2、 挤压螺母的安装
为了完成挤压螺母的安装,需要用到层压设备提供足够的压力使螺母嵌入PCB内,另一方面压机的压合过程较为平缓,使螺母安装后能得到较好的平整度。
压合前,在治具的下面和PCB上面均放置一块较薄的环氧垫板作为缓冲,再在上下表面分别铺上钢板,送入压机内,如下图6所示。压机的最大压力参数调整至常规压板压力400psi(约28kgf/cm2),取消温度升温。对螺母和PCB的压合程序,使压力逐步上升至最大值可使螺母完成嵌入,待压力稳定10秒,即可松压下板。
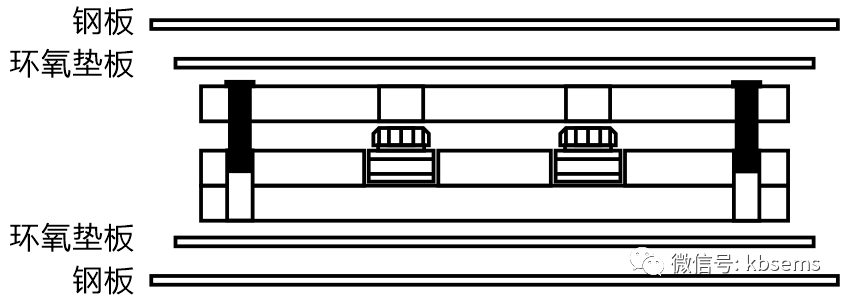
图6 挤压螺母压合前的叠板样式示意图
三、挤压螺母PCB的外形加工
完成挤压螺母的安装后,将治具取出来,拆下治具上带有螺母放置孔的板。在外形机台加工好定位孔后,打上销钉,先在机台铺上带螺母安装孔的治具板,再放挤压螺母PCB,按下图7的样式叠放。

图7 外形加工前的挤压螺母PCB叠放示意图
进行外型加工时,调整加工下刀的深度,要求铣刀位于治具板表面下沉0.2mm的深度,如下图8所示。加工完成后仅取下挤压螺母PCB,而治具留在机台上,再放置下一块挤压螺母PCB进行外形加工,这样可以使治具板得到重复利用。

图8 外形加工时铣刀的下沉示意图
挤压螺母的治具辅助安装效果
一、螺母安装的位置偏移情况
为了更直观地判断治具辅助安装方案的螺母位置偏移状况,可以通过对试板的螺母安装位置设置一些图形线路来辅助判断观察。这里设计了0.2mm的绝缘环以观察螺母安装后的偏移状况能否控制在0.2mm内,当螺母遮住绝缘环宽,则表明螺母的偏移没有超过设定值,如下图9所示。

图9 绝缘环设计判定螺母偏移
从样板的螺母安装情况来看,并未出现螺母完全遮住环宽的情况,表明全部样板的螺母偏移均在0.2mm内,如下图10所示。

图10 样板的螺母偏移情况
二、 螺母安装的平整度
为了检验螺母的安装是否平整,这里采用游标卡尺测量螺母与PCB的总厚度,某款样板测量数值如下表2所示。

表2 螺母与PCB厚度测量对比
对于同一块板的不同螺母其平整度极差要求通常不超过0.1mm,然而由上表数据跨板统计最大值与最小值相差仅0.05mm,显然治具辅助方案能使螺母安装得到较好的平整度控制。
三、挤压螺母PCB的热可靠性
将挤压螺母PCB过回流焊处理3次,板面并无异常,再对螺母外缘附近进行切片分析,切片如下图11所示,未出现爆板状况发生。
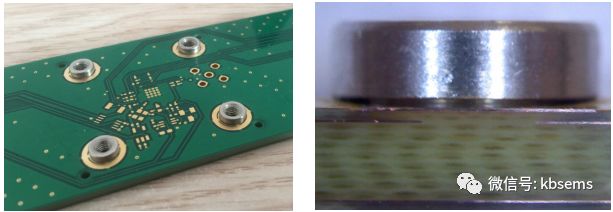
图11 三次回流焊外观及切片效果
四、螺母拉脱力测试
对于嵌入PCB的螺母,通常要求其能承受不低于100N的拉力或推力测试,测试结果如下表3所示。

表3 100N拉力测试结果
显然治具辅助安装能使挤压螺母的安装满足不低于100N拉脱力的要求。
采用治具辅助安装挤压螺母的方式制作的挤压螺母PCB,其位置偏移可控制在0.2mm内,安装平整度不超过0.1mm,热可靠性良好,螺母拉脱力大于100N。在没有专用挤压螺母安装设备的情况下,该制作工艺依然能制作出满足常规使用要求的挤压螺母PCB,十分便于推广至有此类产品制作需求的厂商。
作者:吴军权、卫雄、林映生、陈春
本文首发于《印制电路信息》 2017年 第25卷 总第302期
参考文献
[1] PennEngineering. PEM® Broaching Nuts Types KF2 / KFS2 [EB/OL].
吴军权
现任深圳市金百泽电子科技股份有限公司技术研发部工程师,主导激光加工与新产品研发项目。


